Цепи с регулируемой скоростью, включая цепные передачи с бесступенчатой регулировкой скорости типа PIV/роликовые.


Цепи PIV с бесступенчатой регулировкой скорости
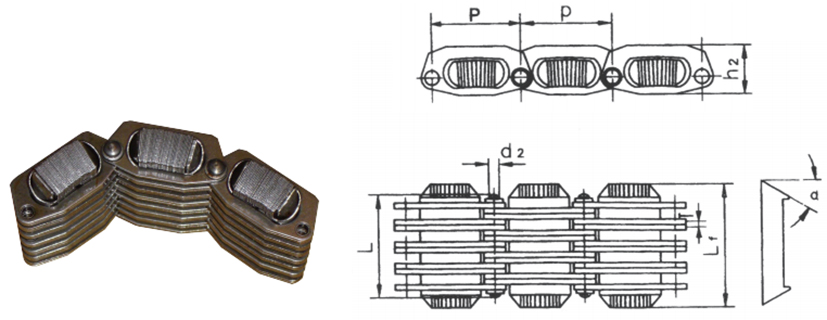
| GL Номер партии | Пит П мм | Диаметр штифта. d2(макс) мм | Длина штифта L(макс) мм | Глубина пластины h2 (макс.) мм | Толщина пластины T(макс) mm | Толщина пластины T(макс) mm | Ширина по фрикционной пластине на один градус | Предел прочности на растяжение Q (мин) Kn | Вес на метр q кг/м |
| AO | 18.75 | 3.00 | 19.50 | 9.50 | 1.0 | 24.00 | 15 | 9.0 | 1.0 |
| Al | 19.00 | 3.00 | 19.50 | 10.60 | 1.5 | 30.44 | 15 | 9.0 | 1.0 |
| A2 | 25.00 | 3.00 | 30.10 | 13.50 | 1.5 | 37.80 | 15 | 21.0 | 2.0 |
| A3 | 28.60 | 3.00 | 35.30 | 16.00 | 1.5 | 44.20 | 15 | 38.5 | 3.0 |
| A4 | 36.00 | 4.00 | 48.50 | 20.50 | 1.5 | 58.50 | 15 | 61.5 | 5.4 |
| A5 | 36.00 | 4.00 | 60.50 | 20.50 | 1.5 | 70.00 | 15 | 71.0 | 6.7 |
| A6 | 44.40 | 5.40 | 70.00 | 23.70 | 1.5 | 77.00 | 15 | 125.0 | 9.0 |
Роликовые цепи с бесступенчатой регулировкой скорости
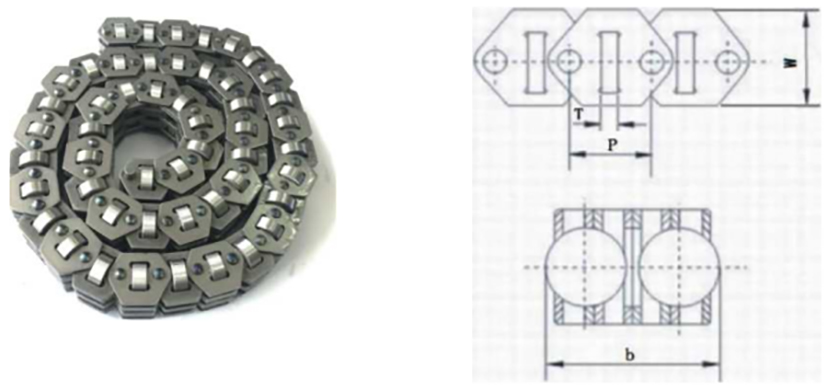
| GL НОМЕР ЦЕПИ | ПОДАЧА | ТАРЕЛКА ВЫСОТА | РОЛИКОВЫЙ ШИРИНА | РОЛИКОВЫЙ ТОЛЩИНА |
| P | W | б(мин) | Т (макс) | |
| mm | mm | mm | mm | |
| РБО | 10.10 | 923 | 12.00 | 2.90 |
| РБИ | 1220 | 12.30 | 16.04 | 4.10 |
| RB2 | 14.66 | 14.80 | 20.00 | 4.74 |
| RB3 | 12.60 | 16.60 | 24.60 | 4.70 |
| RB4 | 14.00 | 20.70 | 31.00 | 5.50 |
| RC3 | 1320 | 18.80 | 24.54 | 4.70 |
| RC4 | 1620 | 22.50 | 31.00 | 5.30 |
Цепи с регулируемой скоростью для редуктора
1. Цепи с бесступенчатой регулировкой скорости PIV:
A0, A1, A2, A3, A4, A5, A6
2. Цепи роликового типа с бесступенчатой регулировкой скорости:
PSR1, PSR4, PSR5, RB0, RB1, RB2, RB3, RB4, RC3, RC4 и т. д.
Функция: При изменении входного сигнала обеспечивается стабильная выходная скорость вращения. Изделия изготовлены из высококачественной легированной стали. Пластины перфорированы и обработаны с помощью высокоточной технологии. Штифт, втулка, ролик обрабатываются на высокоэффективном автоматическом оборудовании и автоматическом шлифовальном оборудовании, затем проходят термообработку: цементацию, обработку в печи с защитной сеткой из углерода и азота, пескоструйную обработку поверхности и т.д. Точная сборка осуществляется с помощью позиционирования внутренних отверстий, заклепка производится под давлением для обеспечения работоспособности всей цепи.
-

Четырехколесные тележки из нержавеющей стали SUS304/GG25/нейлона/стали...
-

Сельскохозяйственные цепи, типы S32, S42, S55, S62, C...
-

Цепи с шарнирным соединением, типы 662, 662H, 667X, 667XH, 667...
-

Роликовые цепи серии A/B, сверхпрочные, прямые...
-

Сварные цепи для сталепрокатных станов с навесным оборудованием, ...
-

Смещенные цепи с боковой балкой для тяжелых/кривошипных цепей...